
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-06-04 人气:
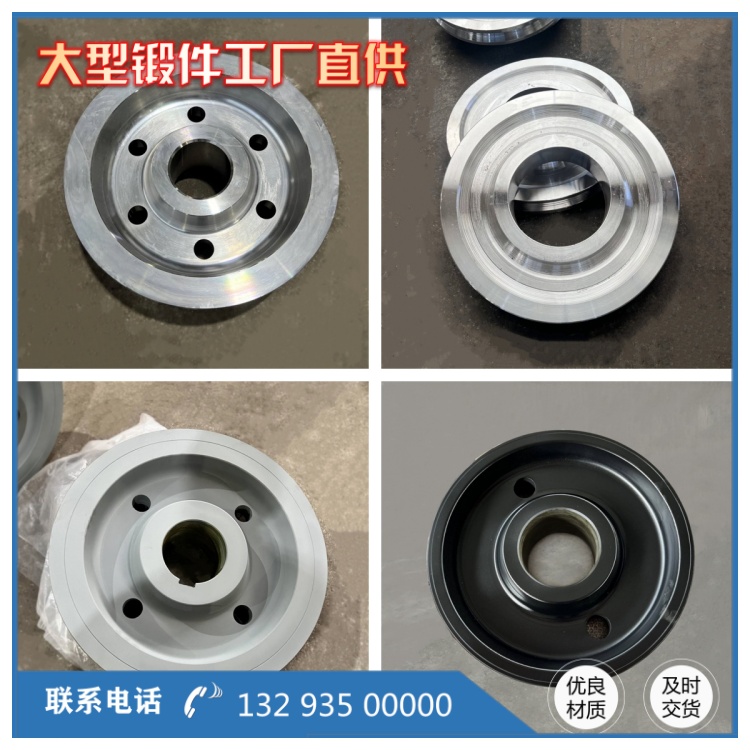
重型工业设备车轮锻件的使用寿命,由原材料品质与全流程锻造热处理工艺共同决定,进口 42CrMo4 德标合金原料凭借标准化冶炼体系,搭配成熟锻造加工工艺,在冶金、露天矿山、大型仓储轨道行车领域逐步替代常规合金钢车轮,依托实测使用数据验证自身性能优势。42CrMo4 车轮锻件作为国际通用铬钼合金结构钢,对应美标 4140 钢材改良牌号,进口坯料全部为钢厂热轧圆钢,钢水经过炉外精炼,非金属夹杂物等级控制在 1.5 级以内,成分波动范围远小于国产同牌号钢材,同一批次原料力学性能离散度低,便于批量生产时稳定成品质量。

生产环节分为原料检验、锻造成型、热处理、精密机加、成品探伤五大工序。原料入库除光谱成分检测外,额外做取样调质小试,预判热处理工艺参数;坯料采用天然气分段升温加热,炉温实时监测,终锻温度控制在 850℃上下,防止晶粒粗大;万吨锻压机模锻成型,车轮毛坯内部组织被充分压实,消除铸造件固有的气孔疏松通病;热处理是把控性能关键,采用 850℃油淬 + 560℃高温回火工艺,完成后整体金相组织为均匀回火索氏体,规避回火脆性隐患,针对车轮踏面单独高频淬火,***控制硬化层深度,避免硬化层过薄快速磨损、过厚导致轮缘脆裂。精加工阶段采用数控车床加工轮毂内孔与踏面,轴孔配合公差控制在 H7 级别,减少装配间隙带来的偏心磨损,成品完成磁粉 + 超声波双重无损探伤,排查表面微裂纹与内部隐形缺陷。
结合多场景实地装机测试:在钢厂炼钢车间高温行车工况,环境温度常年 40℃以上,车轮反复承载 80 吨钢水包启停,国产 42CrMo 车轮平均使用 8 个月出现踏面热裂纹,进口 42CrMo4 车轮连续使用 16 个月无裂纹、无异常磨损;露天砂石料场重型轨道车,轨道夹杂碎石,车轮长期受磨粒磨损,进口材质车轮磨损量相较普通合金钢下降 48%,抗啃轨能力显著提升。

从项目采购角度,不少重工制造企业初期顾虑进口原料采购成本偏高,但经过 2~3 年落地测算,车轮锻件更换、停机误工、现场拆装人工等隐性成本大幅缩减。现阶段可根据客户设备吨位定制外径 200~1200mm 全规格车轮锻件,既可整体锻造一体式车轮,也可拆分轮芯、轮箍分体锻制,适配各类非标重型工程机械、冶金台车、港口轨道装备,依托原料与工艺双重优势,成为重载设备车轮定制的优选材质。
相关推荐
服务热线

