
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-05-29 人气:
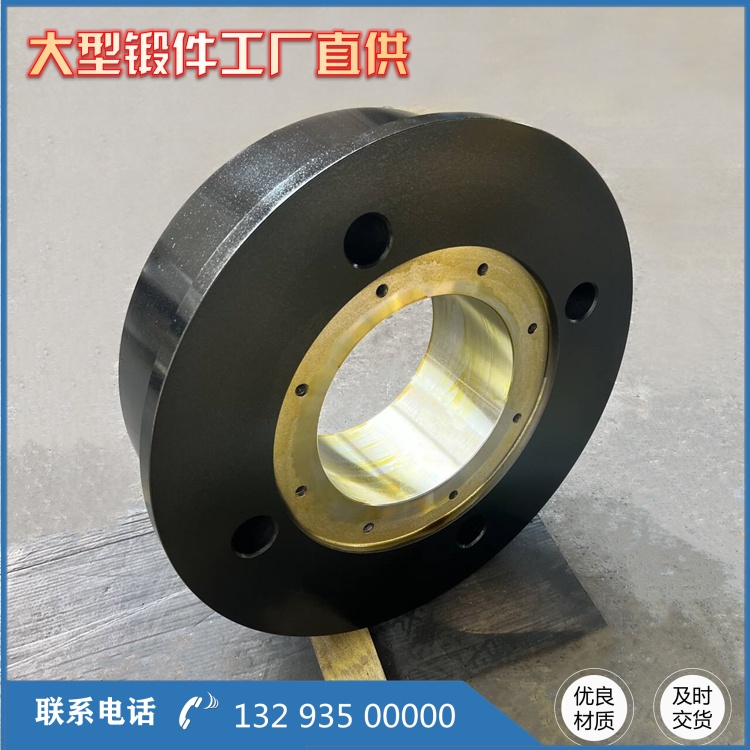
工业锻造轮毂锻件轮坯锻造配件的核心竞争力,在于稳定的力学性能、可靠的结构强度与持久的服役寿命,而热处理是决定锻件***终品质的关键工序。锻造仅能赋予配件宏观外形与基础致密结构,热处理通过***调控金属微观组织,实现锻件强度、韧性、耐磨性的定向加固,是解决锻造配件易变形、易开裂、易磨损等问题的核心手段。在批量工业化生产中,唯有把控好热处理全流程质量,才能产出适配各类重载工业场景的合格轮毂锻件。
锻后热处理必须遵循“先稳组织、后提性能、再稳尺寸”的实操原则,杜绝简化工序、参数随意调整等粗放生产模式。多数生产故障源于热处理工序不规范,比如省略扩氢工序导致后期延迟开裂、正火温度偏差造成晶粒细化不足、回火不彻底引发应力残留变形等。针对不同规格与使用场景的轮毂轮坯,需匹配专属热处理方案,杜绝一刀切的加工方式。
中小型常规工业轮毂轮坯,多采用正火加高温回火的常规加固工艺,适配通用起重、输送设备工况。锻件成型切边整形后,及时送入热处理炉,升温至880-920℃保温,确保厚壁部位温度均匀、组织充分转变,随后自然空冷完成正火,消除锻造产生的组织缺陷与加工硬化。之后进行600℃左右高温回火,彻底释放残余应力,稳定工件尺寸,处理后的轮坯硬度均匀、韧性良好,可满足常规载荷下的长期运行需求,同时大幅提升后续车削、钻孔等精加工精度。
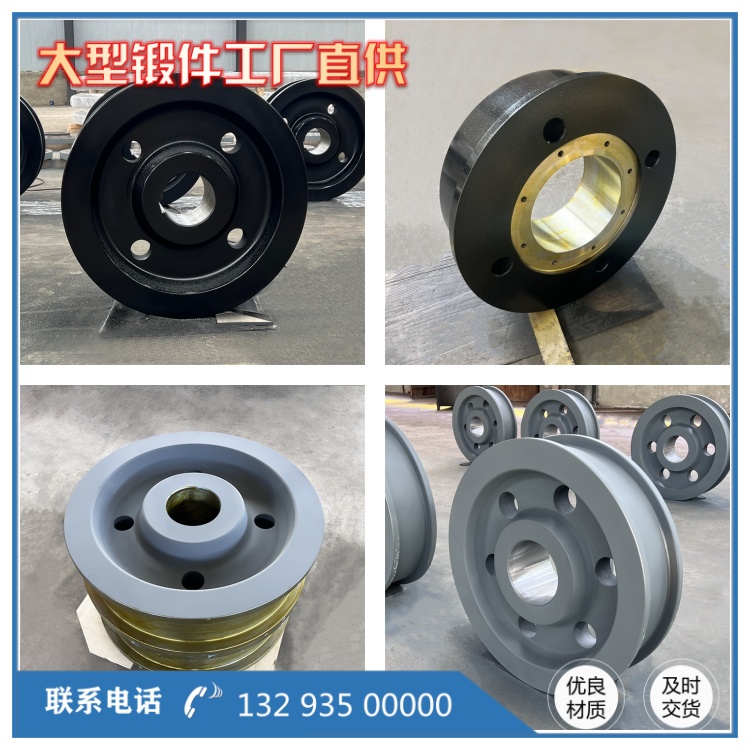
大型重载轮毂锻件与特种合金轮毂配件,需采用精细化调质热处理工艺强化综合性能。以20CrMnMo材质轮毂为例,锻后优先采用余热正火工艺,利用锻造余温快速升温至920-950℃保温空冷,既简化工序、降低能耗,又能高效细化晶粒、均匀组织,改善材料加工性能。针对超大型轮坯,必须增设长效扩氢退火工序,长时间恒温保温析出氢元素,规避厚大截面锻件的内部裂纹隐患。调质处理后,锻件心部强度与韧性达到***优平衡,可承受高强度冲击与交变载荷,适配重型矿山机械、大型起重机等极端工况。
表面性能优化是轮毂锻件加固的重要环节,针对轮毂接触面、轮缘等易磨损部位,高频感应淬火是主流强化手段。通过20-40kHz高频电流快速加热工件表层,使表层金属快速奥氏体化后油冷淬火,表层硬度显著提升,耐磨抗挤压能力大幅增强,而心部仍保持良好韧性,避免整体淬火导致的脆性过大问题,实现“外硬内韧”的理想性能结构,***适配轮毂“承重、抗冲、耐磨”的复合受力需求。

批量生产中,质量管控是热处理加固效果的核心保障。生产前需核对锻件材质、规格,***设定炉温、保温时间、冷却方式等参数;生产过程中实时监测炉温均匀性,杜绝局部温差过大导致的性能不均;生产完成后通过硬度检测、金相组织分析、应力检测等方式抽样核验,确保锻件硬度、强度、韧性达标。严格的全流程管控,可有效规避热处理缺陷,保障工业锻造轮毂配件性能稳定、质量可靠,满足工业设备长期、安全、稳定的运行要求。
相关推荐
服务热线

