
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-05-16 人气:
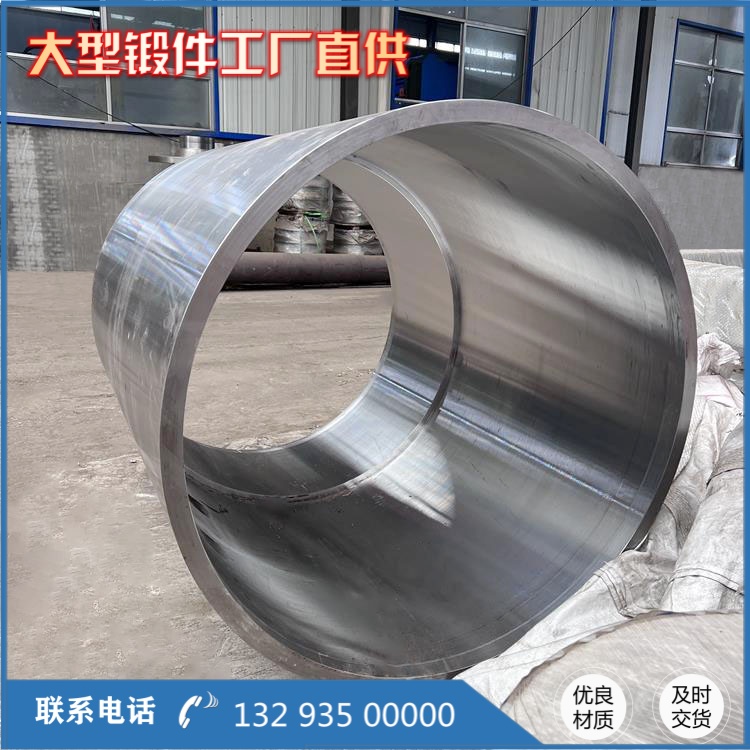
筒类锻件是能源、石化、重工等领域的核心承压部件,多为空心圆筒状结构,需长期承受高温、高压或重载工况,其质量直接决定装备运行安全与使用寿命。这类锻件生产是集材料、锻造、热处理、检测于一体的系统工程,无捷径可走,每一道工序都需严格把控参数,杜绝缺陷产生。
原材料把控是生产的首要关卡,直接决定锻件基础性能。常用材质包括碳钢、合金钢、不锈钢等,根据锻件用途与工况***选型。原料多采用电炉或电渣重熔钢锭,严格控制硫、磷等有害元素含量(S≤0.015%、P≤0.025%),氢含量需≤2ppm,从源头减少夹杂、疏松等原始缺陷。入厂后需 100% 通过光谱分析、超声波探伤(UT)及力学性能测试,确认材质合规、内部无裂纹后,再按锻件规格下料,预留直径方向 10-20mm、长度方向 20-30mm 的加工余量,保证坯料端面平整无歪斜。

加热工序是锻造的关键前置环节,核心目标是让坯料均匀受热,避免热应力裂纹与组织不均。生产中多采用台车式加热炉或环形炉,采用阶梯式分段加热工艺:低温预热段(600-800℃)保温 2 小时,消除钢锭残余应力;中温段缓慢升温,确保坯料内外温度同步;高温均热段按材质设定温度,碳钢 1150-1200℃、不锈钢 1050-1150℃,保温时间按 1.5-2 分钟 / 毫米计算,保证坯料完全透烧。炉温波动需控制在 ±8℃以内,通过多点热电偶测温与智能温控系统实时监控,严禁过热、过烧或加热不均,温度不足时需立即回炉,杜绝低温强行锻打。锻造是筒类锻件成型的核心工序,多采用自由锻工艺,流程涵盖镦粗、冲孔、马杠扩孔、芯棒拔长、整形等,每一步变形量与温度都需***控制。镦粗工序需将坯料高度压缩至原始高度的 1/2-1/3,镦粗比≥2.5,通过大变形量破碎粗大枝晶、焊合内部疏松与孔隙,单道次变形量控制在 20%-30%,配合玻璃润滑剂减少表面摩擦,防止变形不均与开裂。冲孔时采用空心冲头,冲头预热至 300℃以上,冲孔温度不低于 950℃,避免孔壁撕裂。马杠扩孔与芯棒拔长决定筒体尺寸精度与壁厚均匀性,分多火次进行,每火次扩孔量≤15%,芯棒转速控制在 2-5rpm,终锻温度碳钢≥800℃、不锈钢≥850℃,确保金属组织致密、流线连续。热处理用于消除锻造应力、优化内部组织,提升锻件力学性能。常用工艺包括退火、正火、调质等,根据材质与性能需求选择:退火在 650-700℃保温后缓慢冷却,消除锻造残余应力;调质处理(淬火 + 高温回火)可提升锻件强度与韧性,满足高压工况需求。热处理过程中需控制升降温速率,避免变形或开裂,处理后需检测硬度、金相组织,确保晶粒度达 ASTM 5 级或更细,残余应力控制在 80MPa 以下。

后续精整与检测是保障锻件合格的***后防线。机械加工分为粗加工与精加工,粗加工车削外圆与内孔,留 2-3mm 精加工余量;精加工按 GB/T 1804-m 级控制尺寸公差,表面粗糙度 Ra≤3.2μm,密封面需达 Ra1.6μm。检测环节涵盖尺寸检测、无损检测与力学性能测试:用激光扫描或大型卡规检测尺寸,圆度误差≤0.1% 直径;UT 探伤按 JB/T 4730.3-2015 标准达 Ⅱ 级合格,MT/PT 检测表面裂纹;在 1/4 壁厚处取样,开展拉伸、冲击等试验,确保力学性能达标。筒类锻件生产无捷径,从原材料筛选到***终检测,每一道工序都需坚守严谨务实的态度,严控每一个参数、规避每一处风险。正是这种对工艺的***把控,才能生产出组织致密、性能稳定的筒类锻件,为高端装备安全运行提供可靠支撑。
下一篇:没有了
相关推荐
服务热线

