
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-04-30 人气:
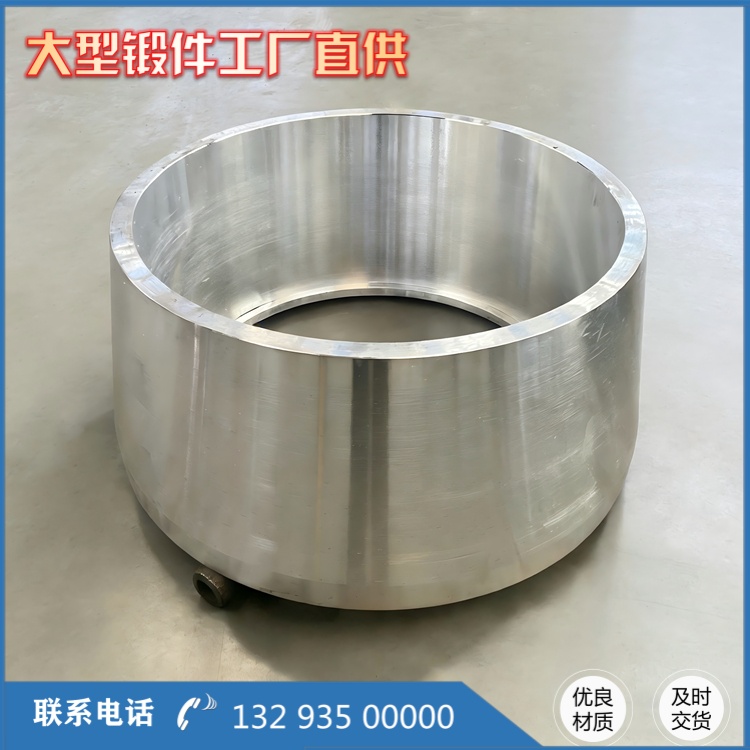
6061-T6 铝合金锻件的工业化生产,是材料特性、锻造工艺、热处理技术的系统融合。区别于普通铝型材与压铸件,热锻 + T6 热处理的组合,让 6061 铝锻件兼具高致密性、高比强度、良好耐蚀性,适配复杂工况下的长期服役,以下从工艺细节、常见问题与应用价值展开分析。
一、锻造工艺细节:从设备到操作,保障锻件质量
6061 铝合金锻件对设备与操作精度要求较高,需严格把控每一个环节,避免缺陷产生。
设备选型:优先选用液压机,其压力稳定、速度可控,适配大变形量与复杂形状锻件;小型简单锻件可选用曲柄压力机,生产效率更高。设备吨位需匹配锻件尺寸,确保锻造时金属充分流动、组织致密。
温度***管控:加热炉需配备温控系统,实时监测炉温与坯料温度,避免温度波动;坯料出炉后需快速转移至模具,减少热量散失,保证始锻温度稳定。终锻温度低于 350℃时,材料变形阻力骤增,易出现开裂、充型不满等缺陷,需及时调整锻造节奏。
变形与流线控制:锻造时遵循 “小变形、多道次” 原则,避免单次变形量过大导致晶粒粗大与开裂;控制金属流动方向,使流线与锻件受力方向一致,提升抗疲劳性能。例如,轴类锻件锻造时,流线沿轴向分布,可有效抵抗扭转与弯曲载荷。
热处理是决定 6061 铝锻件性能的关键环节,工艺参数偏差易导致强度不足、变形开裂、耐蚀性差等问题,需重点控制以下要点。
过烧预防:固溶温度严格控制在 530℃以下,炉温均匀性≤±3℃,定期校验热电偶,避免局部温度过高导致晶界熔融、锻件报废。过烧后的锻件表面会出现气泡、开裂,金相组织可见晶界熔化,无法通过后续工艺修复。
淬火变形控制:薄壁、细长类复杂锻件,淬火时易因热应力变形,可采用专用淬火夹具固定,或使用 70-100℃热水等温淬火,降低冷却速度,减少热应力。淬火后及时校正,控制变形量在公差范围内。
时效稳定性控制:时效温度与时间需***匹配,批量生产前先做小试样试验,确定***佳工艺参数。分级时效(120℃×6 小时 + 175℃×8 小时)可提升锻件抗应力腐蚀性,适配高湿、盐雾等恶劣工况。
实际生产中,6061-T6 铝锻件易出现以下问题,需针对性优化工艺:
强度硬度不足:原因是固溶不充分、淬火冷却速度不够或时效不足;解决措施为提高固溶温度 / 延长保温时间、降低淬火水温、延长时效时间。
锻件开裂:锻造温度过低、变形量过大或模具润滑不良;解决措施为提高始锻温度、减小单次变形量、优化模具润滑(采用石墨基润滑剂)。
尺寸变形超差:淬火热应力或时效内应力释放;解决措施为采用夹具淬火、优化时效工艺、热处理后增加校正工序。
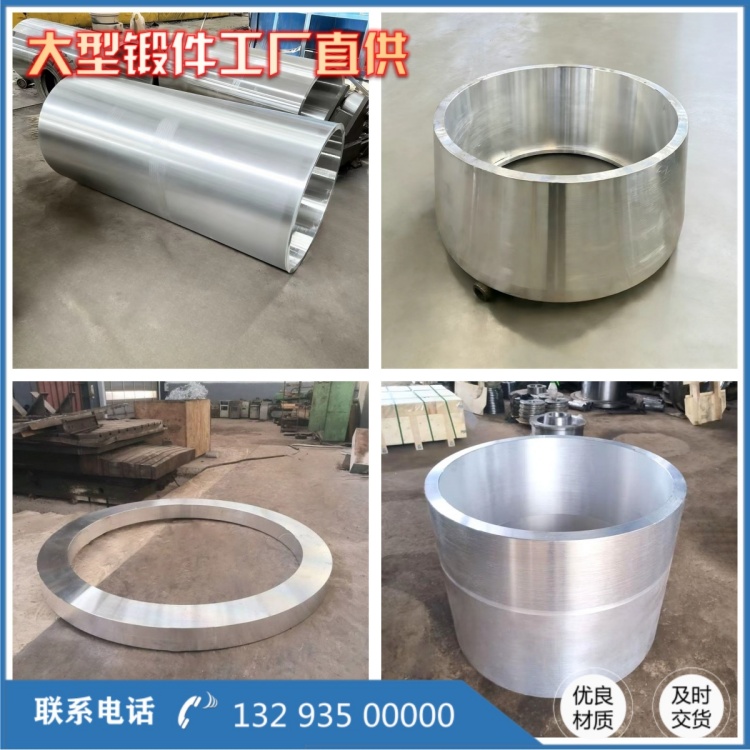
6061-T6 铝锻件凭借优异的综合性能,已成为汽车轻量化、航空航天、高端装备领域的核心材料。在汽车领域,用于制造轮毂、控制臂、转向节等部件,相比钢制件减重 30%-50%,降低能耗与排放;在航空领域,用于机翼支架、发动机挂架等结构件,兼顾轻量化与高强度要求。
随着工业制造技术发展,6061-T6 铝锻件工艺正向精细化、智能化、高效化方向发展:锻造环节采用数控压力机与自动化生产线,实现温度、压力、变形量的***控制;热处理环节采用连续式热处理炉,搭配智能温控系统,提升批量生产稳定性;同时,通过数值模拟技术优化锻造与热处理工艺,减少试错成本,缩短生产周期。

综上,6061-T6 铝锻件的热处理强化与锻造加工,是一套严谨、系统、可控的工艺体系。只有严格把控锻造温度、变形量与热处理参数,规避常见缺陷,才能稳定生产出高性能铝锻件,充分发挥其轻量化、高强度的材料优势,助力工业制造向高效、节能、轻量化方向升级。
相关推荐
服务热线

