
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-04-16 人气:
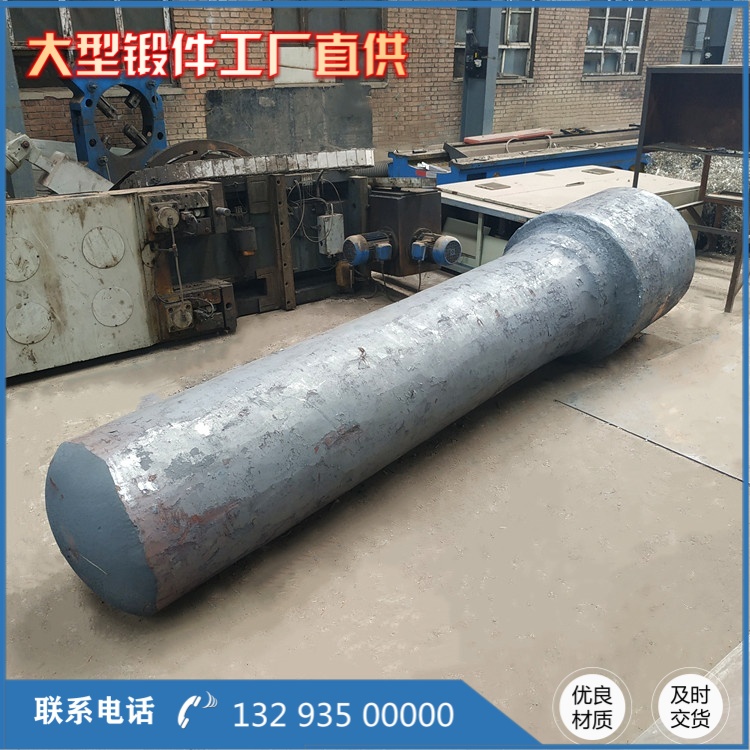
重型机械实心轴锻件的锻造的核心的是通过科学的工序控制,消除坯料缺陷、优化组织性能,满足设备对轴件强度、韧性、耐磨性的要求。不同于常规锻造,其流程更注重关键工序的细节把控,兼顾生产效率与产品质量,流程重点突出、步骤清晰,贴合工业实际生产场景,无浮夸表述。
坯料准备是锻造的首要环节,直接影响锻件后续质量。选用与锻件材质匹配的钢锭或连铸坯,优先选用电渣重熔钢锭,其纯净度高、偏析小,能有效减少锻件内部缺陷,适配大型重型机械实心轴需求。坯料进场后,除常规的化学成分复检、表面清理外,还需进行超声波探伤,排查内部缩孔、疏松等隐蔽缺陷,不合格坯料坚决拒收。随后根据锻件设计尺寸,进行坯料镦粗预处理,改善坯料中心组织,为后续拔长工序奠定基础。
加热与保温是保障锻造顺利进行的关键,需严格遵循材质特性设定参数。避免采用快速升温方式,防止坯料内外温差过大产生热应力,加热至规定温度后,需进行保温处理,保温时间根据坯料尺寸、材质确定,确保坯料奥氏体化充分,塑性达到准确状态。加热过程中需定期检查坯料表面状态,及时清除表面氧化皮,防止氧化皮压入锻件表面,形成缺陷。对于合金钢坯料,保温时间需适当延长,确保合金元素充分溶解,提升锻件综合性能。
核心锻造工序需注重变形控制与工艺衔接,确保锻件成型质量。采用“镦粗-拔长-精整”的连贯工艺,镦粗时控制镦粗比,确保坯料中心组织致密,消除内部疏松;拔长时控制拔长速度与压下量,避免出现颈缩、折叠等缺陷,拔长过程中采用专用工装支撑,防止坯料因自重下垂弯曲,保障轴身直线度。对于有台阶、法兰的实心轴锻件,在拔长后进行局部成型,台阶过渡处采用圆角过渡,避免尖角引发应力集中,精整阶段修正锻件尺寸,确保符合图纸要求。

锻后冷却与热处理是稳定锻件性能的核心环节,需根据材质与性能要求准确调控。锻造完成后,避免直接水冷,小型锻件可采用空冷,大型锻件采用缓冷,缓慢降低温度,消除锻造内应力,防止出现裂纹。热处理工序根据锻件性能需求设定,常规实心轴采用退火处理,消除内应力、细化晶粒;对于承受重载、冲击的轴件,采用调质处理,通过淬火+高温回火,平衡强度与韧性,提升锻件疲劳性能。热处理过程中实时记录温度、时间等参数,确保工艺可追溯,热处理后进行硬度、金相检测,确认组织与性能达标。
检验与修正贯穿锻造全流程,确保锻件质量达标。每道工序完成后,进行针对性检验:加热后检查温度与表面状态,锻造中检查尺寸、成型质量,锻后检查外观与组织性能,成品阶段进行无损检测与尺寸复核。对于检验中发现的微小缺陷,及时进行打磨、补锻等修正处理;对于严重缺陷,直接报废,避免流入后续工序。同时做好每道工序的记录,形成完整的质量追溯档案,确保锻件质量可查、可控。

重型机械实心轴锻件的锻造流程,核心是把控关键工序、注重细节管理,不追求虚高指标,以实用、可靠为原则,通过科学的工序控制,打造适配重型机械工况的优质锻件,保障设备长期安全、稳定运行。
相关推荐
服务热线

