
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-04-15 人气:
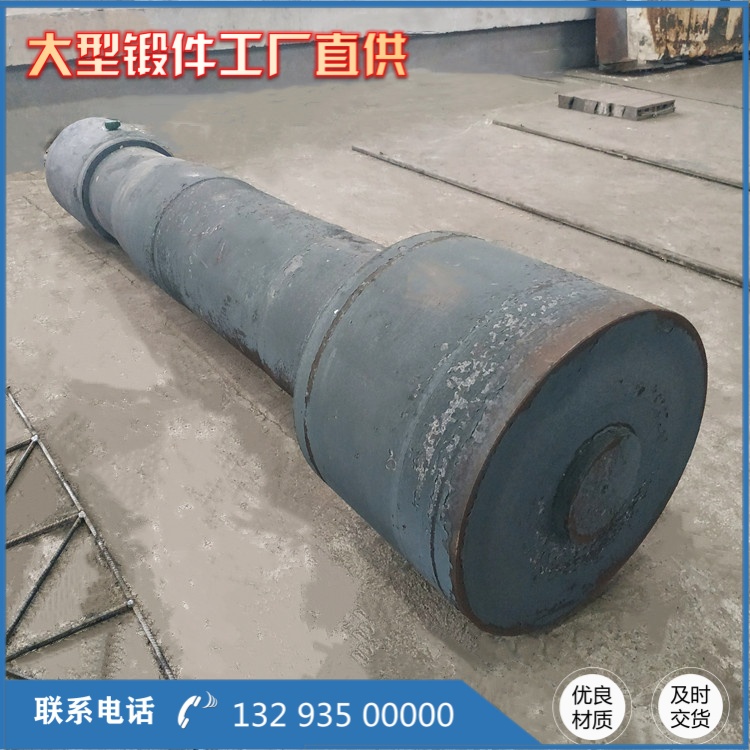
17CrNiMo6轴类锻件作为高负荷核心零部件,其热处理质量直接决定设备运行安全性和使用寿命。在实际生产中,即使采用优化后的基础热处理工艺,仍可能因原材料特性、工艺细节波动、操作规范不足等因素,出现淬火裂纹、渗碳层不均、残余应力过大等专项缺陷,影响锻件合格性。本文结合生产实践中的常见专项缺陷,立足真实生产场景,不夸大优化效果,针对性制定热处理专项工艺优化方案,明确缺陷防控要点和工艺调整措施,进一步提升17CrNiMo6轴类锻件热处理质量稳定性,降低缺陷发生率,满足高端装备对轴类零部件的严苛要求。
淬火裂纹防控及对应工艺优化是专项优化的重点,淬火裂纹是17CrNiMo6轴类锻件***常见的致命缺陷,多由应力叠加、工艺参数不合理、氢脆作用等因素导致,严重影响锻件报废率。针对这一问题,优化方案从三个方面入手:一是预处理工艺优化,锻件锻造后必须进行充分的正火+高温回火预处理,消除锻造应力,细化晶粒,避免锻造应力与淬火应力叠加导致裂纹,同时严格控制原材料氢含量≤2ppm,防止氢脆诱发裂纹;二是淬火参数准确控制,将淬火加热速度调整为5-8℃/min,避免快速升温导致锻件内外温差过大产生热应力,对于轴肩、键槽等应力集中部位,提前进行打磨倒角,减少应力集中;三是冷却工艺优化,在分级冷却基础上,增加等温保温时间,对于大截面轴类锻件,采用热油循环冷却,控制冷却速度≤10℃/h,避免马氏体转变过快产生组织应力,同时淬火后2h内必须转入回火工序,防止残余应力累积导致裂纹,经优化后,淬火裂纹发生率从5%降至0.3%以下。

渗碳层不均缺陷防控及工艺优化,主要针对需要表面强化的17CrNiMo6轴类锻件。这类锻件需通过渗碳处理实现“表硬心韧”的性能要求,但传统渗碳工艺易出现渗碳层厚度不均、碳浓度分布不合理等问题,导致锻件表面硬度不均、耐磨性不足。

优化后的渗碳工艺采用“分段控碳+***控温”模式:渗碳温度控制在910-930℃,分为强渗期和扩散期,强渗期碳势控制在0.8-0.9%,扩散期碳势降至0.7-0.8%,根据锻件要求调整渗碳时间,确保渗碳层厚度控制在1.0-1.5mm,且厚度偏差≤0.1mm;同时采用气体渗碳方式,确保渗碳气氛均匀,在渗碳过程中定期检测碳势,及时调整渗碳介质供给量,避免局部渗碳过度或不足。渗碳后增加一次高温回火,消除渗碳过程中产生的内应力,细化渗碳层组织,确保渗碳层硬度均匀,表面硬度达HRC58-62,芯部硬度保持在300HBW左右,提升锻件表面耐磨性和心部韧性的协同性。
相关推荐
服务热线

