
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-04-10 人气:
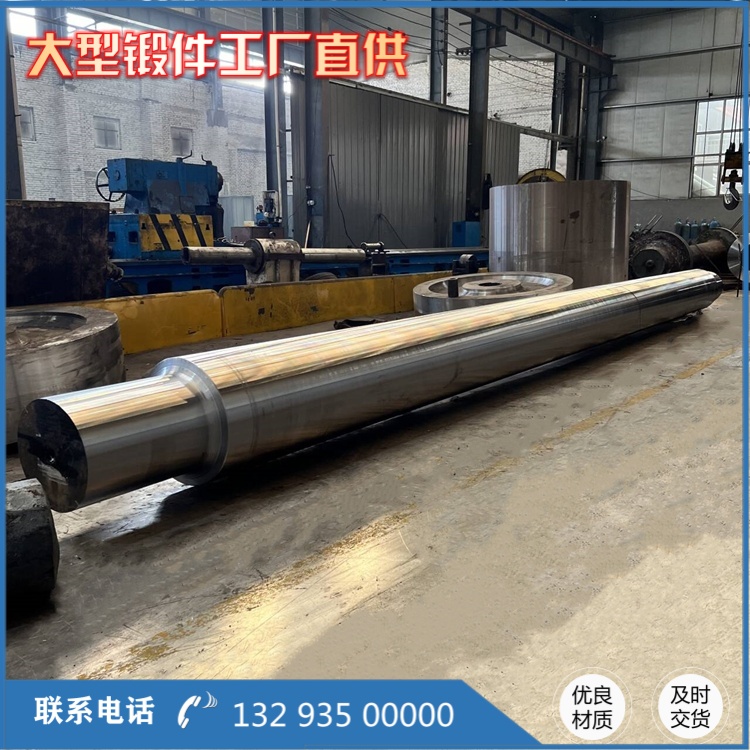
在重型机械、矿山装备、船舶推进系统等领域,42CrMo长轴锻件因兼具高强度、良好韧性和淬透性,成为大直径轴类部件的***材质,主要应用于破碎机主轴、船舶艉轴、大型电机转子轴等关键部位。大直径42CrMo长轴锻件通常指直径≥300mm、长度与直径比≥10的轴类锻件,其加工区别于常规中小直径长轴,受材质特性、结构尺寸影响,存在加工变形大、精度控制难、刀具损耗快等问题,且多为单件或小批量生产,无固定标准化流程。本文结合实际生产实践,客观阐述42CrMo长轴锻件大直径加工的核心流程、常见难点及实操管控措施,内容务实真实,不夸大加工水平,贴合行业实际生产现状。
42CrMo长轴锻件大直径加工的核心原则是“稳控精度、减少变形、保障效率”,核心流程涵盖锻后预处理、粗加工、半精加工、精加工、表面处理、检测验收六大环节。该材质碳含量0.38%~0.45%,铬元素0.90%~1.20%,钼元素0.15%~0.30%,具备良好的切削加工性能和淬透性,但大直径长轴的结构特殊性,导致加工过程中易出现挠曲变形、尺寸偏差、表面粗糙度不达标等问题,且42CrMo硬度较高,对刀具磨损较大,需结合材质特性和结构特点,优化加工工艺和参数。
锻后预处理是42CrMo长轴锻件大直径加工的基础,核心是消除锻造内应力、均匀组织,为后续加工奠定基础。大直径长轴锻件经锻造后,内部存在较大的内应力,且组织不均匀,若直接进行加工,易出现加工变形、裂纹等缺陷。实际生产中,预处理主要采用退火处理,工艺参数为820~850℃加热,保温3~4小时,随后以≤25℃/h的速度炉冷至500℃以下出炉空冷,退火后硬度控制在180~220HBW,既能彻底消除锻造内应力,又能细化晶粒、均匀组织,降低后续加工难度,减少加工变形。同时,需对锻件表面进行打磨处理,去除氧化皮、毛刺和表面缺陷,避免加工时缺陷延伸。
粗加工是大直径长轴锻件加工的关键环节,核心是去除多余余量,修整轴件轮廓,为半精加工和精加工预留合理余量。由于42CrMo大直径长轴体积大、重量重,粗加工需选用大型数控车床或落地车床,配备卡盘和固定,防止加工过程中出现晃动,影响加工精度。粗加工阶段,选用硬质合金刀具,合理调整切削参数,切削速度控制在80~120r/min,进给量0.2~0.3mm/r,背吃刀量3~5mm,重点控制轴径的圆度和直线度,预留1~2mm的半精加工余量。实操中,需定期检查刀具磨损情况,及时更换刀具,避免刀具磨损导致加工表面出现划痕、波纹等缺陷。

半精加工的核心是进一步修整轴件尺寸,减小加工余量,为精加工做好准备,同时初步控制轴件的形位公差。半精加工仍采用大型数控车床,选用精度较高的硬质合金刀具,切削速度调整为100~150r/min,进给量0.15~0.25mm/r,背吃刀量1~2mm,重点加工轴颈、台阶等关键部位,预留0.3~0.5mm的精加工余量。半精加工过程中,需借助百分表、千分尺实时检测轴径尺寸和直线度,及时调整加工参数,避免出现尺寸偏差,同时控制表面粗糙度,确保达到Ra≤3.2μm,为精加工奠定良好基础。
精加工是42CrMo长轴锻件大直径加工的核心,直接决定轴件的***终精度和表面质量,需严格控制尺寸精度、形位公差和表面粗糙度。精加工选用高精度数控车床,配备卡盘,采用恒温加工环境,避免温度变化导致轴件变形。刀具选用涂层硬质合金刀具或立方氮化硼刀具,切削速度控制在150~200r/min,进给量0.1~0.15mm/r,背吃刀量0.1~0.2mm,采用多次走刀的方式,逐步逼近终端尺寸。精加工重点控制大直径轴的圆度、圆柱度和同轴度,圆度公差≤0.01mm,同轴度公差≤0.02mm/m,表面粗糙度需达到Ra≤0.8μm,满足装配要求。
表面处理是提升42CrMo大直径长轴锻件耐磨性和耐腐蚀性的重要环节,根据服役工况不同,常用的表面处理方式包括打磨抛光、氮化处理等。打磨抛光主要是去除精加工后的表面微小划痕,进一步提升表面光洁度;对于长期处于磨损、腐蚀工况的轴件,采用氮化处理,工艺参数为500~550℃保温4~6小时,使轴件表面形成一层坚硬的氮化层,硬度达到HRC55~60,显著提升表面耐磨性和耐腐蚀性,延长轴件使用寿命。
实际生产中,42CrMo长轴锻件大直径加工的常见问题包括加工变形、尺寸偏差、表面粗糙度不达标、刀具磨损过快等。加工变形主要因内应力未彻底消除、装夹方式不合理、切削热过大导致;尺寸偏差多由刀具磨损、加工参数不合理、检测不及时造成;表面粗糙度不达标源于刀具精度不足、切削参数不当;刀具磨损过快则与42CrMo材质硬度高、切削热过大有关。

针对上述问题,实操管控要点需贯穿加工全流程:预处理阶段,严格控制退火工艺参数,确保内应力彻底消除;装夹时采用“一夹一顶”或“两顶”装夹方式,配备辅助支撑,减少装夹变形;加工过程中,合理调整切削参数,采用冷却润滑液,降低切削热,减少刀具磨损;定期校准设备精度和刀具精度,实时检测加工尺寸,及时调整参数;精加工后进行时效处理,消除加工内应力,确保尺寸稳定性。检测验收阶段,采用三坐标测量仪、粗糙度仪等精密设备,严格检测尺寸精度、形位公差和表面质量,确保符合图纸要求。综上,42CrMo长轴锻件大直径加工的核心是“稳、准、细”,需结合材质特性和结构特点,优化工艺参数,规范操作流程,才能生产出精度达标、性能稳定的产品,适配各类重型装备的服役需求
相关推荐
服务热线

