
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-04-02 人气:
台阶轴锻件的定制加工中,精加工是一道很关键工序,也是确保轴件尺寸准确、表面光滑的核心环节。经过锻造和热处理后的台阶轴,虽然已经具备了基本的形状和性能,但表面仍有氧化皮、毛刺,尺寸也存在一定的偏差,无法直接装配使用,必须通过精加工,将轴件的尺寸、形状、表面粗糙度控制在客户要求的范围内。
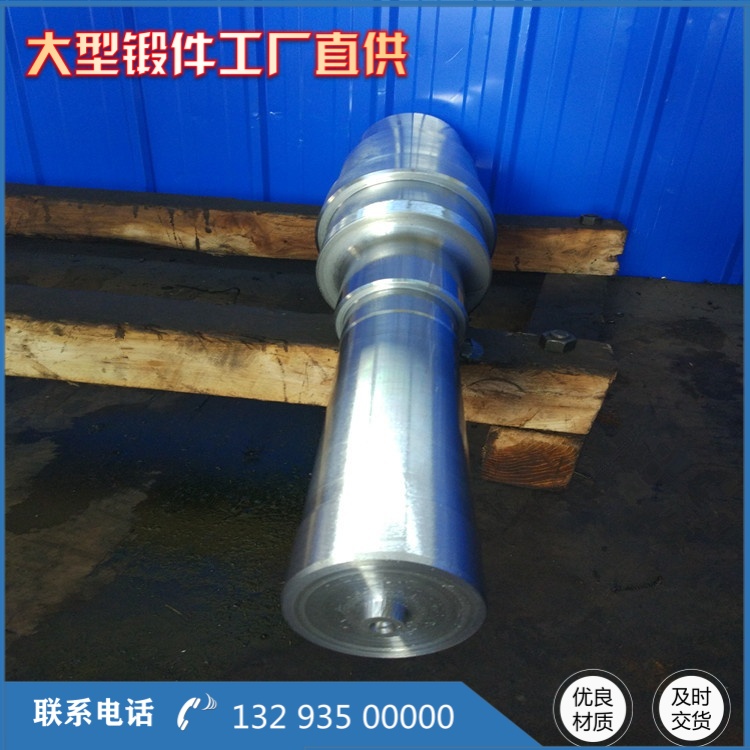
不同于标准化产品的批量精加工,定制台阶轴锻件的精加工具有“个性化、高精度”的特点,每一根轴件的尺寸、台阶数量、精度要求都不同,需要根据客户的图纸要求,制定专属的精加工方案,全程准确把控,确保每一个细节都符合要求。
精加工的流程主要包括车削、磨削、抛光等环节,不同的环节有不同的作用,循序渐进地提升轴件的精度和表面质量。首先是车削环节,这是精加工的基础,主要是去除轴件表面的氧化皮、毛刺,以及锻造和热处理过程中产生的余量,初步调整轴件的尺寸和形状,确保各台阶的直径、长度、同轴度符合初步要求。
车削过程中,我们会根据轴件的材质和尺寸,选用合适的刀具和切削参数,比如加工45#钢台阶轴,选用硬质合金刀具,切削速度控制在100-150m/min,进给量控制在0.1-0.2mm/r,确保车削表面光滑,避免出现刀痕、波纹等缺陷。对于台阶过渡处,我们会准确控制圆角尺寸,确保过渡平滑,避免产生应力集中。
车削完成后,进入磨削环节,这是提升轴件精度的关键步骤。磨削主要是针对轴件的关键部位,比如轴颈、台阶端面,通过砂轮的高速旋转,去除微小的余量,进一步提高轴件的尺寸精度和表面粗糙度。对于定制台阶轴,我们通常采用外圆磨床、端面磨床进行磨削,确保轴颈的圆柱度≤0.005mm,直径公差控制在±0.5mm以内,关键表面的粗糙度达Ra≤0.8μm,满足装配精度要求。

对于表面质量要求较高的台阶轴,我们还会增加抛光环节,通过抛光轮的高速旋转,去除磨削过程中产生的微小划痕,使轴件表面更加光滑,粗糙度可达Ra≤0.4μm,不仅能提升轴件的美观度,还能减少轴件在运行过程中的磨损,延长使用寿命。
在整个精加工过程中,我们会全程进行尺寸检测,采用游标卡尺、千分尺、百分表、三维坐标测量机等检测工具,每加工一个台阶,都要检测一次尺寸,确保符合图纸要求。对于精度要求较高的台阶轴,我们会采用恒温加工环境,避免温度变化导致轴件变形,影响尺寸精度。

我们始终坚持,精加工不追求速度,只追求精度,每一根定制台阶轴锻件,都要经过严格的精加工和检测,确保尺寸准确、表面光滑,能够直接装配使用,为客户省去后续的加工麻烦,也能保证设备的运行稳定性。毕竟,台阶轴作为设备的核心传动部件,尺寸精度不足,会导致装配困难、运行异响,甚至影响设备的正常运行。
相关推荐
服务热线

