
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2018-09-05 人气:
上一篇:起重机是以轻便灵活为主
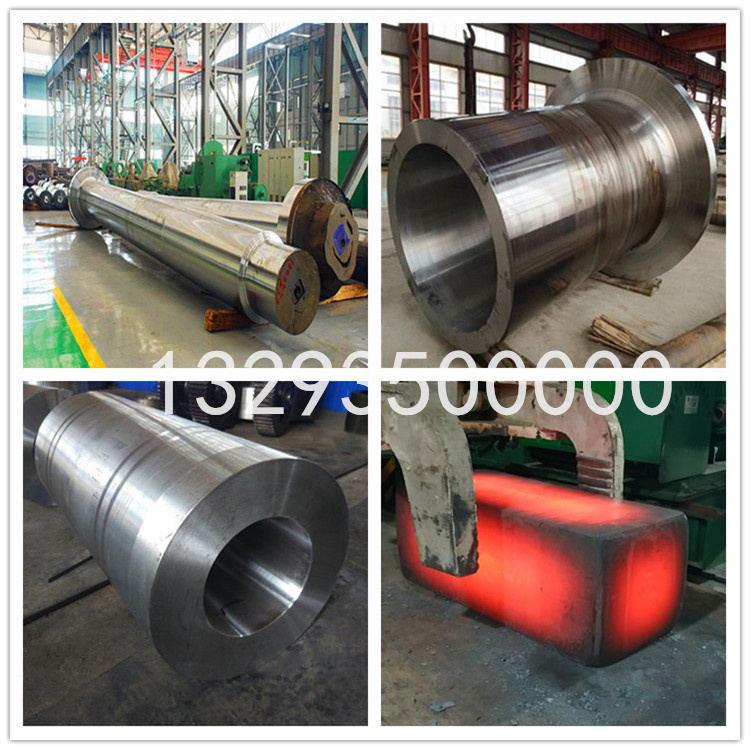
下一篇:锻件与铸件的真正区别在哪里
相关推荐
服务热线

