
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-04-27 人气:
6063铝合金作为Al-Mg-Si系可热处理强化铝合金,凭借优良的耐腐蚀性、适中的力学性能和良好的加工成型性,成为耐腐蚀机械配件制造的常用材料。与6061铝合金相比,6063铝合金镁、硅含量相对较低,虽强度略逊,但耐蚀性更优,尤其在潮湿、轻度腐蚀介质环境中,能长期保持结构稳定性,广泛应用于水利机械、化工设备、户外机械、卫浴配件等对耐腐蚀要求较高的领域。
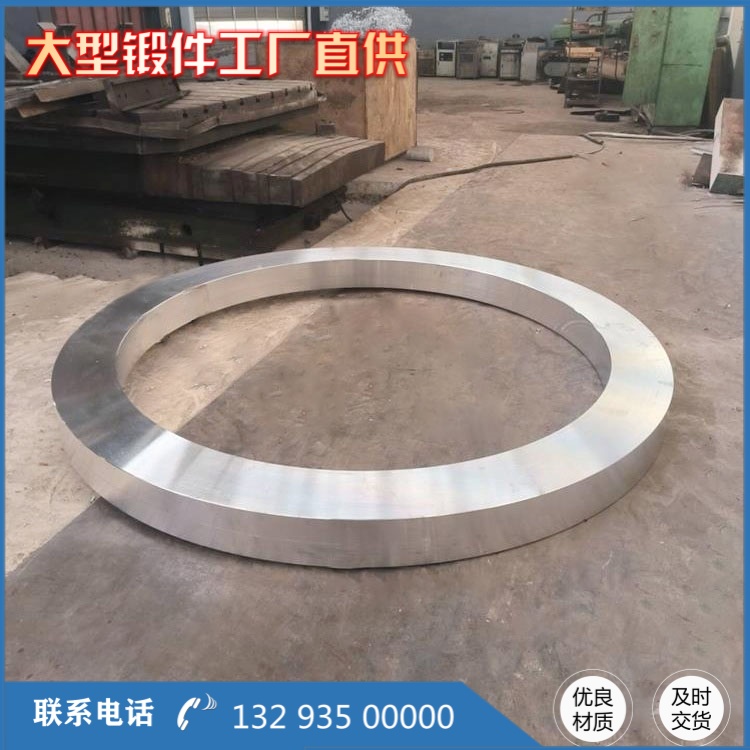
6063铝锻件用于机械配件制造时,核心需求是兼顾耐腐蚀性能与机械强度,而锻造加工是实现这一需求的关键工艺。与铸造工艺相比,锻造通过高温塑性变形,能有效消除材料内部的疏松、气孔、偏析等缺陷,使晶粒细化、组织致密,不仅能提升配件的机械强度和韧性,还能优化材料的耐腐蚀性能——致密的组织可减少腐蚀介质渗透,避免局部腐蚀的发生,延长机械配件的使用寿命。
6063铝锻件的锻造加工需遵循合理的工艺规范,确保产品质量稳定,避免因工艺不当导致耐腐蚀性能下降或机械性能不达标。实际生产中,多采用热模锻工艺,典型流程为:坯料下料→均匀化退火→加热→预锻→终锻→切边→固溶处理→人工时效→精整→检验。其中,温度控制和热处理工艺是影响锻件耐腐蚀和机械性能的核心环节。
坯料加热环节,6063铝合金的加热温度需严格控制在470-510℃,始锻温度不超过480℃,终锻温度不低于370℃。温度过高易导致晶粒粗大、氧化严重,降低锻件表面质量和耐腐蚀性能;温度过低则会增加变形抗力,易出现锻件开裂、填充不足等缺陷,影响配件的尺寸精度和机械强度。模具需提前预热至120-180℃,减少锻件与模具的温差,避免表面激冷产生裂纹,同时保证金属流动顺畅,确保配件轮廓成型完整。
热处理工艺直接决定6063铝锻件的性能表现。对于耐腐蚀机械配件,通常采用T5或T6热处理工艺:T5工艺(固溶后自然时效)可使锻件获得适中的强度和优良的耐腐蚀性,抗拉强度可达180-220MPa,屈服强度110-150MPa,延伸率≥12%,适合对强度要求不高、侧重耐腐蚀的配件;T6工艺(固溶+人工时效)可进一步提升强度,抗拉强度可达200-240MPa,屈服强度140-180MPa,延伸率≥10%,适合既要求耐腐蚀又需要一定承载能力的机械配件。

在锻造过程中,润滑和表面处理也会影响锻件的耐腐蚀性能。选用合适的高温润滑剂,可减少锻件与模具的摩擦,避免表面划伤,同时防止锻件表面氧化;锻后需对表面进行清理,去除氧化皮和毛刺,必要时进行阳极氧化、电泳等表面处理,进一步提升耐腐蚀性,满足户外、潮湿等恶劣环境下的使用需求。
实际应用中,6063铝锻件耐腐蚀机械配件涵盖范围广泛,如水利机械中的阀门、管道连接件,化工设备中的小型法兰、支架,户外机械中的连接件、支撑件,以及卫浴行业中的水龙头壳体、连接件等。这些配件长期处于复杂环境中,6063铝锻件凭借其良好的耐腐蚀性能,能有效抵抗水汽、轻度酸碱介质的侵蚀,同时具备足够的机械强度,保证设备稳定运行。

总体而言,6063铝锻件的锻造加工需兼顾工艺合理性与性能稳定性,通过***控制加热温度、优化热处理工艺、做好表面处理,才能充分发挥其耐腐蚀优势,生产出满足工业需求的机械配件。其适中的强度、优良的耐腐蚀性和良好的加工性,使其在耐腐蚀机械配件领域具有不可替代的优势,未来将随着工业对配件可靠性要求的提升,进一步拓展应用场景。
上一篇:工业精密锻造对 6061 铝合金组织与性能的稳定提升
下一篇:没有了
相关推荐
服务热线

