
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-04-07 人气:
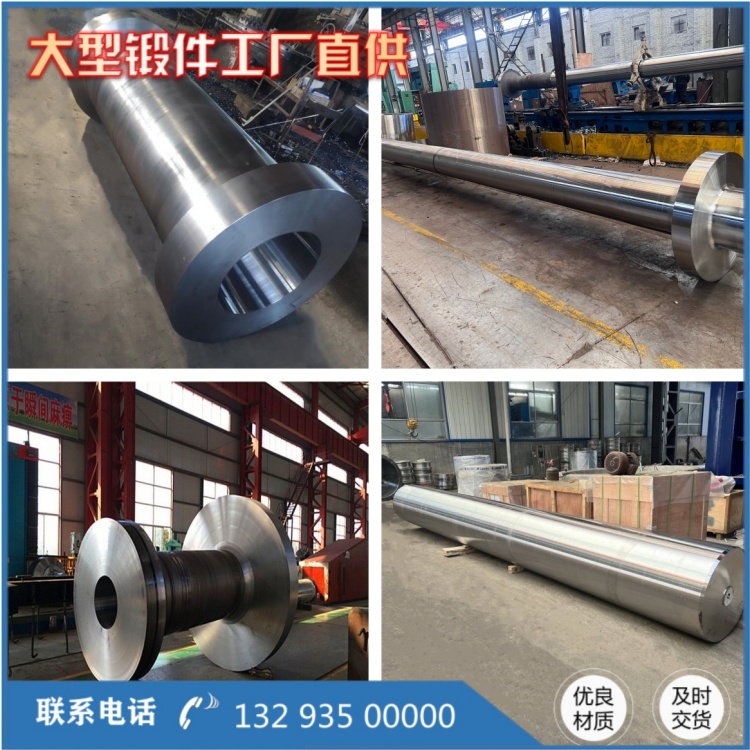
42CrMo主轴锻件的质量,不仅依赖于优质的材质,更取决于从坯料到成品的全流程锻造加工管控。重型机械对主轴锻件的尺寸精度、内部质量、力学性能要求极高,任何一个加工环节的疏漏,都可能导致锻件出现缺陷,影响重型机械的运行安全。本文结合实际生产实践,详细解析42CrMo主轴锻件的全流程锻造加工工艺,重点说明各环节的操作要点与质量控制要求,确保锻件质量符合行业标准与使用需求。

备料与预处理是锻造加工的基础,直接决定后续42CrMo主轴锻件的质量上限。选用大型钢厂生产的优质42CrMo钢坯,优先采用真空脱气冶炼工艺,确保钢坯纯净度,其中氧含量≤20ppm、氢含量≤2ppm,避免因钢坯内部存在气孔、疏松、夹渣等缺陷,导致锻造过程中出现裂纹。钢坯到货后,先表面检查,去除表面氧化皮、裂纹、夹杂等缺陷,随后通过超声波探伤(UT)检测,确认钢坯内部无隐藏缺陷。根据主轴锻件的图纸要求,采用锯切机进准确下料,控制下料尺寸误差在±2mm以内,同时去除下料端面的毛刺,为后续加热与锻造做好准备。
加热是锻造加工的关键环节,核心是控制加热温度与加热速度,避免出现表面脱碳、晶粒粗大、氧化烧损等问题。42CrMo钢的锻造温度范围为850℃~1200℃,生产中采用数字化感应加热炉,实施阶梯式加热工艺:首先将钢坯加热至600℃进行预热,保温2~3小时,消除钢坯内外温差,防止加热过快导致热应力过大;随后升温至850℃,保温1~2小时,确保钢坯组织均匀;升温至1180℃~1200℃,保温至钢坯内外温度一致,确保钢坯充分奥氏体化,为锻造成型奠定基础。全程控温精度控制在±5℃,氧化皮厚度控制在0.3mm以内,减少氧化烧损对锻件尺寸与性能的影响。
锻造成型是决定主轴锻件形状、尺寸与内部组织的核心环节,针对42CrMo主轴锻件的特点,采用“三镦三拔”自由锻工艺,锻造比控制在1:5以上。通过反复镦粗与拔长,使钢坯内部的气孔、疏松等缺陷得到压实,金属晶粒细化,金属流线沿轴体轮廓连续分布,提升锻件的力学性能。对于大直径主轴锻件(直径>300mm),锻造过程中采用水雾冷却方式,控制冷却速率在50~80℃/min,避免冷却不均导致的裂纹风险;优化砧角圆角(R≥15mm),控制送进量与压下量,减少锻件表面出现折叠、划痕等缺陷。锻造过程中,安排专业检验人员实时检查锻件的尺寸、形状与表面质量,及时调整锻造参数,确保锻件符合图纸要求。
热处理是优化42CrMo主轴锻件力学性能的关键步骤,分为预备热处理与热处理。锻后立即实施预备热处理,采用正火+高温回火工艺,正火温度控制在880℃~900℃,保温后空冷,随后在580℃~600℃进行高温回火,保温3~4小时,消除锻造过程中产生的内应力,细化晶粒,为热处理做好准备。热处理采用调质处理(淬火+高温回火),淬火温度控制在850℃,采用油淬方式,确保钢坯充分淬透;回火温度根据锻件的性能要求调整为580℃~620℃,保温后空冷,使锻件获得均匀的回火索氏体组织,优化强度与韧性的平衡,确保锻件力学性能达标。

机加工与检测是锻造加工终端环节,也是确保锻件质量合格的重要保障。先粗加工,去除锻件表面的氧化层与多余余量,随后再次进行超声波探伤(UT)与磁粉探伤(MT),排查锻件内部与表面的裂纹、夹杂等缺陷。精加工阶段,按照图纸要求控制主轴的尺寸精度与形位公差,公差等级达到IT10级以上,重点加工轴颈、键槽等关键部位,确保表面粗糙度符合要求。成品出厂前,对每批锻件进行光谱分析(确认化学成分)、力学性能测试(抗拉强度、屈服强度、冲击韧性等)、无损检测等全项目检测,每批产品附带完整的质量证明书,实现全流程可追溯,杜绝不合格产品流向市场。
相关推荐
服务热线

