
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-04-01 人气:
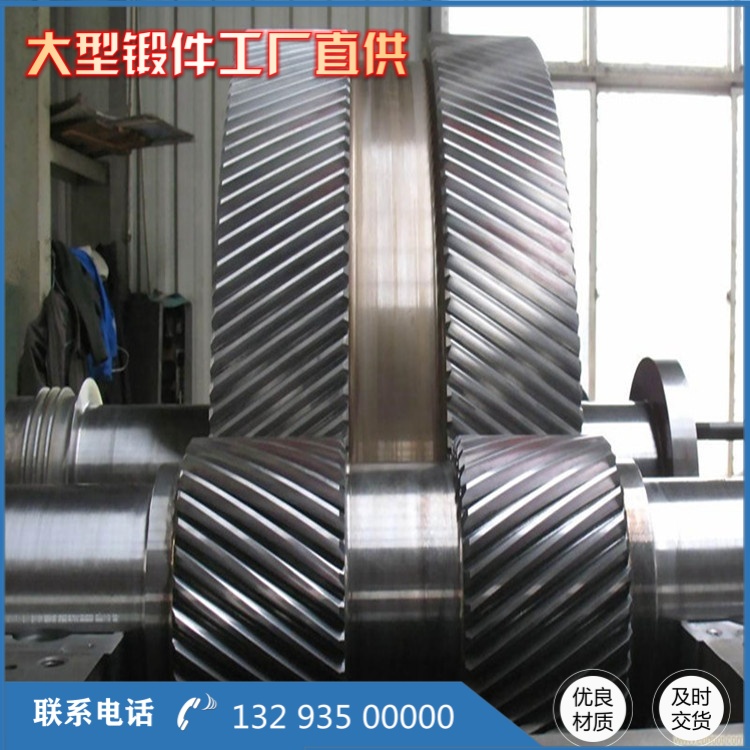
锻造是减速机输出轴锻件成型的核心环节,通过高温塑性变形,可消除坯料内部疏松、气孔等缺陷,优化金属流线,提升锻件力学性能。以下为标准化锻造全流程及关键控制要点。
减速机输出轴加热是锻造前提,需***控温,避免过烧、欠热、热应力裂纹等缺陷,采用阶梯式加热模式。
1. 预热阶段:将坯料放入加热炉,以 600℃为起点,缓慢升温至 800℃,保温 1-2 小时,消除坯料内部残余应力,高合金钢需延长保温时间。
2. 均温阶段:升温至 850℃,保温 30-60 分钟,确保坯料内外温度均匀,避免温差过大导致塑性变形不均。
3. 高温锻造阶段:
1. 45 钢、40Cr 等中碳钢:高温段加热至 1150-1180℃,保温时间按坯料直径计算,每 100mm 直径保温 1 小时。
2. 42CrMo、34CrNiMo6 等合金钢:高温段加热至 1180-1200℃,控温精度 ±5℃,避免温度过高导致晶粒粗大。
4. 加热设备:采用数字化感应加热炉,实时监测温度,氧化皮厚度控制在≤0.3mm,减少材料损耗。
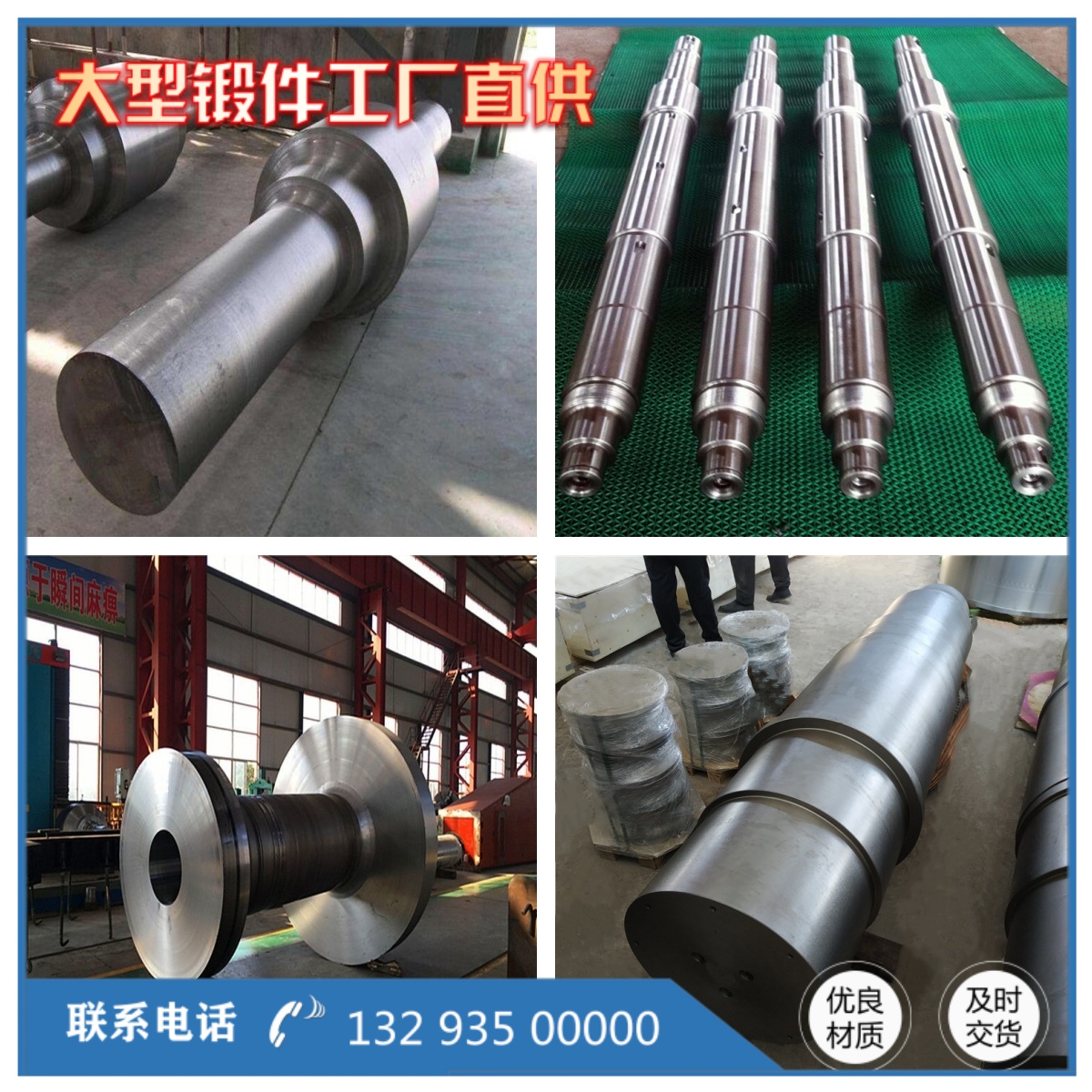
根据输出轴结构特点,优先采用自由锻 + 模锻结合工艺,兼顾成型效率与精度。
1. 拔长工序:将加热后的坯料放入锻压机,通过反复锻打延长轴身,控制拔长速度,避免表面裂纹,确保金属流线连续,长径比>10 的细长轴需重点控制流线方向。
2. 镦粗工序:针对轴头部位进行镦粗,控制镦粗比,避免内部裂纹,确保轴头尺寸***,为后续加工预留余量。
3. 成型工序:
1. 普通结构输出轴:采用自由锻成型,通过模具辅助控制轴颈、轴肩等关键部位尺寸。
2. 带花键、齿轮的输出轴:采用多向模锻工艺,齿形一次成型,精度可达 IT10 级,提升生产效率与成型质量。
4. 锻比控制:锻比(变形前后截面积之比)≥3,确保晶粒细化、组织致密,提升锻件抗疲劳性能。
5. 终锻温度:碳钢终锻温度≥800℃,合金钢终锻温度≥850℃,避免终锻温度过低导致锻件硬化、开裂。

锻后冷却需缓慢均匀,防止内应力导致裂纹,具体规范如下:
1. 普通碳钢锻件:采用自然冷却,放置在干燥、通风环境,冷却速度控制在 50-80℃/h,避免骤冷。
2. 合金钢锻件:采用保温炉缓冷,初始温度 800℃,降温至 600℃后可适当加快冷却,确保组织均匀。
3. 锻后粗加工:冷却后对锻件进行粗车,去除氧化皮、表面缺陷,预留 2-3mm 精加工余量,为热处理做好准备。
4. 初次无损检测:对粗加工后锻件进行超声波探伤,排查锻造过程中产生的内部缺陷,及时处理不合格品。
相关推荐
服务热线

