
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-03-31 人气:
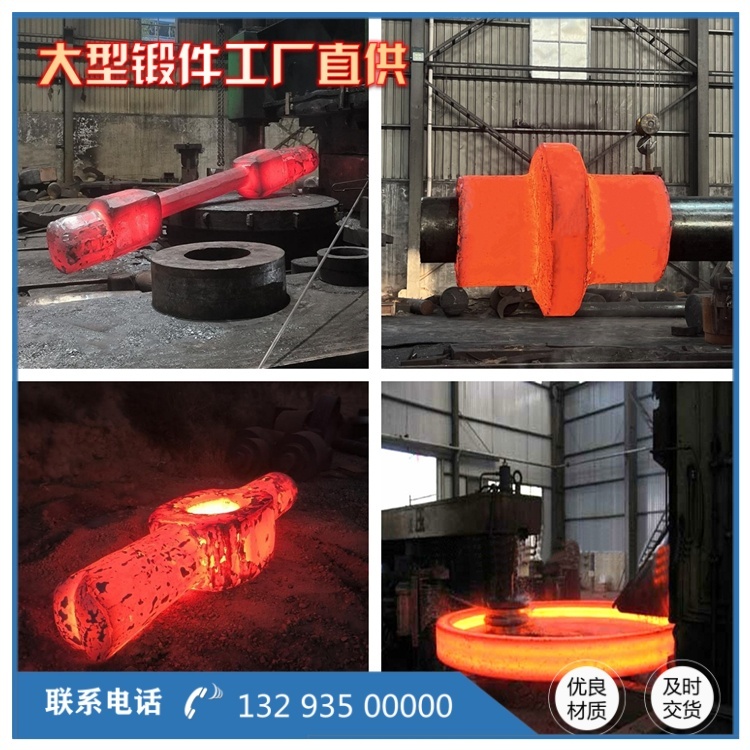
在万吨级远洋船舶的动力核心中,大型柴油机曲轴锻件承担着将燃烧爆发力转化为扭转力矩的关键任务。不同于普通轴类零件,曲轴在工作时承受着周期性弯曲、扭转及冲击载荷,其疲劳性能直接决定发动机大修周期。近年来,国内某重机厂在开发MAN系列12K98ME-C型曲轴过程中,发现疲劳寿命离散度较大,根源直指材料纯净度控制。

该曲轴锻件采用S34CrNiMo系钢种,单重达86吨。初期生产时,超声波探伤虽能合格,但旋转弯曲疲劳试验合格率仅75%。通过金相解剖发现,失效试样断口处存在大量氧化物夹杂,尺寸达15μm以上。分析认为,问题出在电炉冶炼后期的渣系控制上——原工艺采用CaO-Al₂O₃-SiO₂三元渣系,碱度偏低,对Al₂O₃夹杂物的吸附能力有限。
为此,技术团队实施了三项改进:一是将精炼渣碱度从1.8提升至2.5,并增加CaF₂含量至12%,降低渣系粘度,增强对夹杂物的捕捉能力;二是优化VD真空脱气工艺,将真空度从67Pa提升至13Pa,并保持大于20分钟的破空前保压时间,使[H]含量稳定控制在1.5ppm以下;三是引入钙处理技术,在出站前向钢包内喂入Si-Ca线,将高熔点的Al₂O₃夹杂变性为低熔点的液态钙铝酸盐,使其在锻造过程中易于变形球化。
在锻造环节,针对曲轴曲柄臂厚大、拐颈细长的结构特点,采用了“错移+拔长”复合成形法。利用3000t油压机的侧向力,将钢锭中心金属强制转移至曲柄销部位,确保曲柄销锻造比达到4.2,而主轴颈锻造比控制在3.5,既保证了心部压实,又避免了过度变形导致的晶粒粗大。

经上述改进后,抽检的10支曲轴锻件,氧含量平均降至12ppm,夹杂物级别全部控制在ASTM E45标准A/B/C/D≤1.0级。台架耐久试验显示,疲劳寿命较改进前提升40%,成功通过了2000小时全负荷耐久测试,验证了高纯净度材料对大型曲轴可靠性的决定性作用。
相关推荐
服务热线

