
 咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000
咨询电话:13293500000







— 资讯 —
 全国免费客服电话
13293500000
全国免费客服电话
13293500000
邮箱:13293500000@163.com
手机:13293500000
电话:0350-6068888
地址:中国山西
发布时间:2026-03-31 人气:
在大型船舶柴油机、核电装备及重型齿轮箱中,空心轴锻件因其减轻重量、节约材料和便于布线布管等优势,正逐步替代部分实心轴应用。然而,从一块几十吨重的实心钢锭到一个壁厚均匀、尺寸***的筒体,其制造过程远比实心轴复杂得多。核心的技术挑战,在于如何保证内孔的几何精度与壁厚的均匀性。
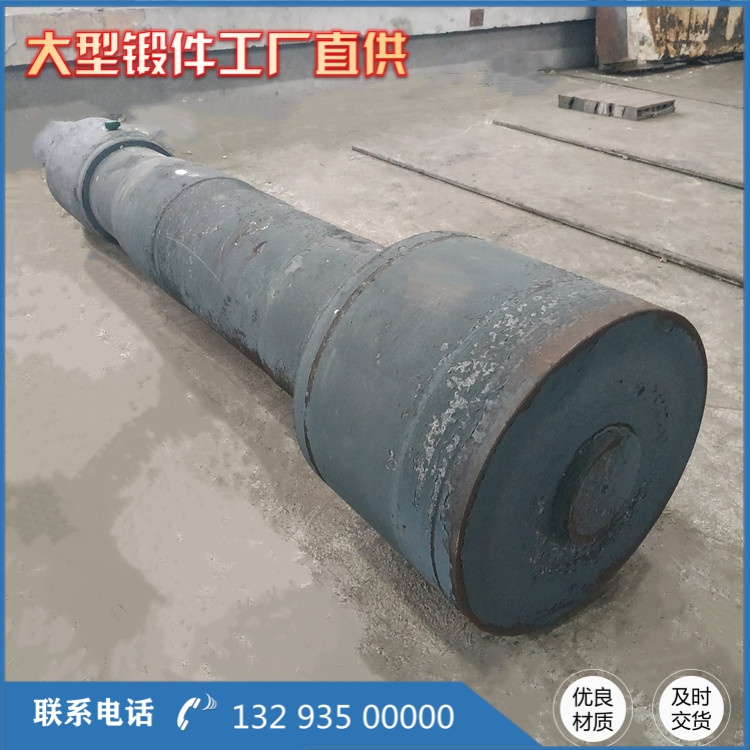
目前国内主流的空心轴锻件生产方式,是针对中小规格采用“冲孔+扩孔”工艺,针对特大规格采用“芯棒拔长”工艺。以某船用柴油机曲轴空心主轴(材质34CrNiMo6,外径Φ850mm,内径Φ450mm,长度3200mm)为例,其生产难点集中在芯棒拔出阶段。
在冲孔工序中,传统的实心冲头冲孔容易导致孔壁偏斜,因此我们采用了双面冲孔法,即从钢锭两端同时冲压,利用对称变形抵消单面受力产生的弯曲力矩。冲孔完成后,钢锭变成一个厚壁的荒管,此时便进入了决定成败的“芯棒拔长”环节。

芯棒的作用不仅是形成内孔,更是控制壁厚的模具。在实际操作中,***大的痛点在于“抱棒”现象。当芯棒表面润滑不良或锻件温度下降过快时,金属收缩会将芯棒紧紧包裹,不仅拔不出,还可能拉裂锻件。为此,我们在芯棒表面设计了螺旋形油槽,并在预热至250℃后喷涂专用玻璃润滑剂。这种润滑剂在高温下熔融成玻璃态,既能隔热又能润滑,有效解决了抱棒问题。
另一个关键技术是壁厚均匀性的控制。由于锻件在芯棒上旋转锻造,下砧与芯棒的间隙直接决定了壁厚公差。我们引入了“激光测径仪”在线监测外径,并结合操作机的旋转角度编码器,通过PLC系统实时调整压下量。一旦发现某一象限壁厚偏薄,系统会自动提示操作工在该区域减少压下,确保全长壁厚差控制在±3mm以内。

此外,空心轴锻件的内表面质量控制常被忽视。如果冲孔后的毛刺未清理干净,在后续拔长中会被压入内壁形成折叠。因此,在芯棒插入前,必须使用专用内刮刀对孔壁进行修整。通过这一系列精细化的工艺控制,***终产出的空心轴锻件,其超声波探伤合格率相比传统工艺提升了15%,真正实现了“内实外美”。
相关推荐
服务热线

